Технология вклеивания
стеклопакетов в створку систем
ПРЕСТИЖ, ФОРВАРД, БАУТЕК, ФАВОРИТ, ФАВОРИТ СПЭЙС, ЭФОРТЕ
от компании Декёнинк
01/ Общие сведения
Технология вклеивания стеклопакетов в стандартную створку систем ПРЕСТИЖ, ФОРВАРД, БАУТЕК, ФАВОРИТ, ФАВОРИТ СПЭЙС, ЭФОРТЕ уже готова к применению на Вашем производстве.
Для удовлетворения требованиям архитекторов и застройщиков в применении габаритных остеклений фирма Inoutic/ Deceuninck GmbH (Декёнинк, Германия) совместно с фирмой Mapura начиная c 2008 года начала разработку вклеивания стеклопакета в притвор створки.
Сейчас после завершения многочисленных механических теплофизических испытаний в IFT (институте оконных технологий) г. Розенхайм мы рады представить Вам современное техническое решения для удовлетворения Ваших потребностей.
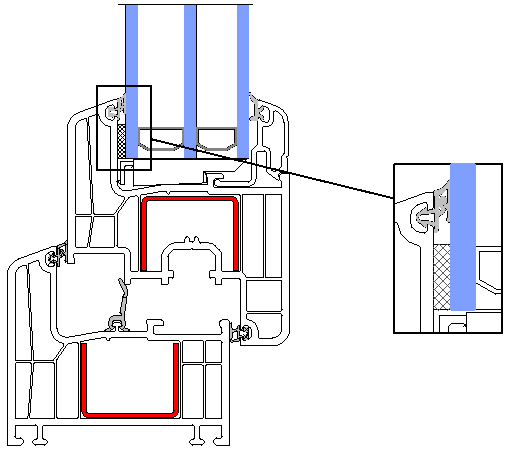
С помощью вклеивания стеклопакета в перехлест стандартной створки с применением клея от фирмы Mapura PURAFLEX 9270 повышается устойчивость и жесткость на кручение оконных элементов благодаря включению в работу стеклопакета.
Окно стандартных размеров, учитывая статическую связку профиля створки и стеклопакета, в будущем может быть изготовлено без стального армирования. Благодаря применению клея 2К, который предлагается в сером цвете – цвете уплотнения Декёнинк и черном, мы смогли предоставить в Ваше распоряжение экономическое и несложное решение для ручного или автоматизированного изготовления.
02/ Подготовка к работе
Условия
С тем чтобы гарантировать надежное длительное клеевое соединение необходимо соблюдать следующие базовые условия:
Температура помещения
Температура рабочего помещения (цеха) должна быть не менее 16 ºС.
Стекло и профиль створки
Стеклопакеты и профили при работе должны быть сухими, чистыми и обезжиренными. Температура поверхностей должна соответствовать температуре помещения. Избегать образования конденсата на поверхностях.
Клей и праймер
Необходимо соблюдать предписания изготовителя клея в части сроков хранения (новых и вскрытых бочек), рабочих температур, времени вытяжки, испытаний продукта и т.п. Необходимо учитывать данные актуальной технической информации и листы безопасности продукции . Необходимо оберегать от загрязнения уже очищенные и покрытые праймером профили.
Предписания по системам ПРЕСТИЖ, Ф ОРВАРД, БАУТЕК, Ф АВОРИТ, Ф АВОРИТ СПЭЙС, ЭФОРТЕ
Принципиально действуют предписания по изготовлению для систем ПРЕСТИЖ, ФОРВАРД, БАУТЕК, ФАВОРИТ, ФАВОРИТ СПЭЙС, ЭФОРТЕ как они изложены в папках переработчиков (системных каталогах). Исключение составляют изложенные в данной информации предписания по вклеиванию стеклопакетов в названных системах.
Подготовка склеиваемых поверхностей
Подготовка стеклопакета
Наружную сторону стеклопакета по краю очистить с помощью PURACARE 6210 методом двух тряпок (одной нанести – другой протереть). Для этого сначала с помощью смоченной чистой не ворсистой тряпки очистить наружный край по периметру шириной ок. 10 мм, после этого с помощью сухой чистой и не ворсистой тряпки вытереть насухо. После двухминутного проветривания стекло можно обрабатывать дальше.
Внимание: остерегайтесь порезов по краю стеклопакета!
Подготовка профиля створки
Чтобы добиться оптимальной адгезии клея и поверхности ПВХ профиля, необходимо склеиваемую поверхность очистить и активировать с помощью праймера PURACARE 6210 за одну операцию. Для этого перехлест створки непосредственно под уплотнением стеклопакета очистить с помощью смоченной, чистой и не ворсистой тряпки по периметру шириной ок. 10 мм. Дополнительное смачивание или многократное нанесение праймера PURACARE 6210 не допустимо. После двухминутного проветривания, которое не должно сокращаться, возможно наносить клей.
Клей и праймер
Необходимо соблюдать предписания изготовителя клея в части сроков хранения (новых и вскрытых бочек), рабочих температур, времени вытяжки, испытаний продукта и т.п. Необходимо учитывать данные актуальной технической информации и листы безопасности продукции . Необходимо оберегать от загрязнения уже очищенные и покрытые праймером профили. Применение сжатого воздуха для очистки после обезжиривания и нанесения праймера по причине наличия масла в сжатом воздухе более не допустимо!
Подготовка клея при использовании туб (малая серия)
При использовании двух спаренных туб необходимо следовать «указаниям по переработке двухкомпонентных силиконовых клеев». Брошюра прикладывается к тубам.
Подготовка смесительной насадки Смесительную насадку обрезать спереди по уровню первого кольца. После этого на втором кольце сделать треугольный вырез с тем, чтобы в этом месте осуществить нанесении клея и добиться необходимой высоты клея. После установки тубы с клеем в пистолет для нанесения клея осуществить при открытой дюзе короткое надавливание, что будет гарантировать одновременную подачу двух клеевых компонентов. После надлежащего выреза в смесительной насадке установить ее на тубу, прикрутив прилагаемой гайкой. При заполнении насадки, уже можно контролировать картину смешивания (комп. А белый, комп. В черный или серый). Правильное смешивание проверить еще раз нанесением смеси на кусочек бумаги. Теперь можно наносить клей на профиль.Указание:
Редуктор давления поставить на max 5 бар. Не забыть установить подкладки (содержатся в поставке) в низ тубы компонента А.
Декенинк и СДМ-ХИМИЯ помогут Вам в планировании и реализации крупносерийного производства с помощью смесительной и дозирующей установок.03/ Указания по работе
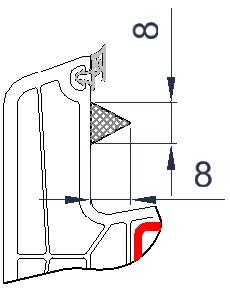
Нанесение клея
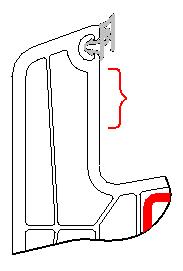
Клей наносится на покрытый праймером профиль створки в форме треугольного жгута шириной 8 мм. Это будет гарантировать, что после соединения образуется клеевой слой размером как минимум 8 х 3,5 мм. Правильная высота клеевого шва образуется в результате прижатия стеклопакета к уплотнению остекления в створке. Клей наносится на все створочные профили, исключение составляют углы створки на длине ок. 150 мм (см. схему). Контакт клея с торцом стеклопакета необходимо исключить. Установку стеклопакета, подкладок и фиксирование штапиком должны быть выполнены до того как клей потеряет жизнеспособность (см. лист данных по S81).
Нанесенный клеевой жгут

Окончательный вид клеевого шва
Клей наносится на профиль согласно нижеприведенной схеме:
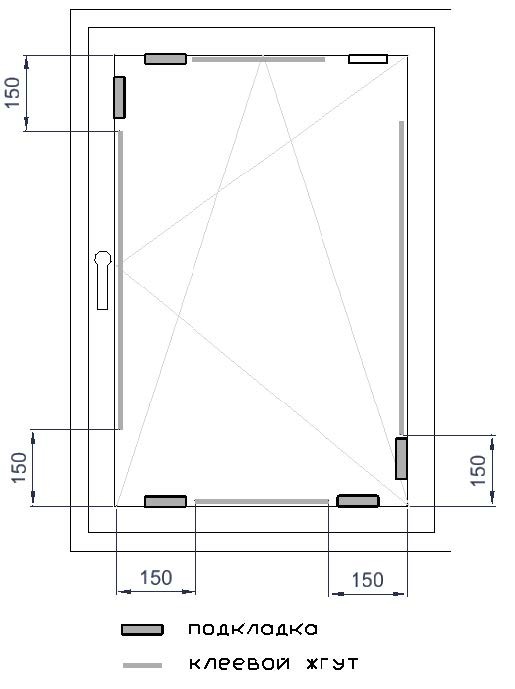
Установка подкладок
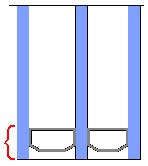
Установка подкладок под стеклопакет осуществляется на основании стандартных требований. Дополнительно устанавливается несущая подкладка на стороне ручки (см. схему сверху). Она служит для передачи веса стеклопакета в особенности при тройном пакете на профиль створки. Подкладки устанавливаются вне зоны клея в углах створки. Боковые дистанционные подкладки устанавливаются, начиная с высоты створки 1,2 м. При применении пневматического стеклоподъемника рекомендуется установка дополнительных подкладок со стороны петель.
Предустановка створок
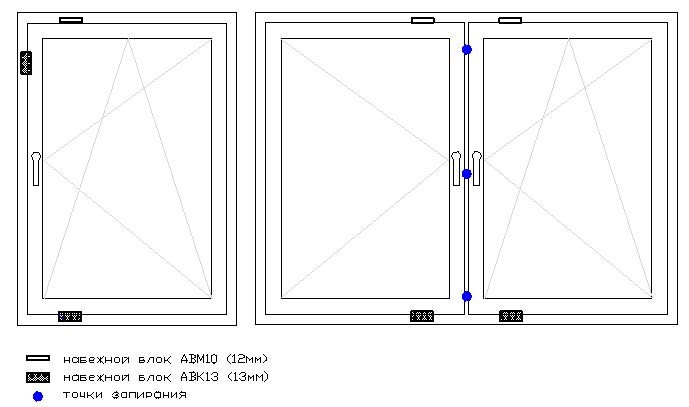
Во время вклеивания и затвердевания клея створка перетягивается приблизительно на 1 мм, благодаря применению набегающего блока (ABK 13), который после монтажа элементов окна может быть удален. При применении пневматических подъемников стекла рекомендуется со стороны ручки устанавливать дополнительный набегающий блок (ABM 10)
Схема преднапряжения створки:
Выравнивание давления
Отверстия выравнивания давления воздуха должны быть свободны от клея.
Транспортировка и монтаж
После установки подкладок и штапиков окно убирается на стеллаж. Транспортировка возможна через 4 часа, монтаж через 24 часа. Затвердение зависит от температуры, но не зависит от влажности благодаря применению двухкомпонентных клеев. Низкие температуры увеличивают время отверждения.
Расход клея
С помощью 330 мл двойной тубы, возможно нанести клеевой жгут длиной около 10 м. Открытые тубы могут использоваться после перерыва в работе, к сожалению насадки необходимо установить новые. После паузы в работе более чем 5 минут рекомендуется кратковременная продувка (очистка) ок. 2 сек, чтобы избежать затвердевания области дюз.
Сопровождаемый переработку контроль качества
Для обеспечения качественной смеси компонентов и благодаря этому функциональному клеевому соединению необходимо во время работы проводить регулярный контроль качества. Соблюдать технические указания по мат ериалу PURAFLEX 9270.
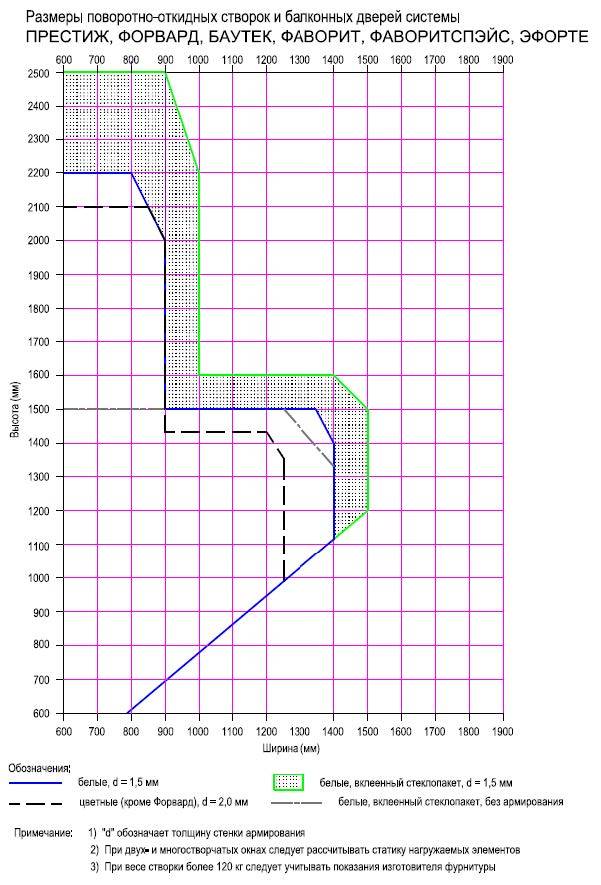
04/ Максимальные размеры створок